全国咨询热线:
全国咨询热线:
+86 158-1184-4241
全国咨询热线:
+86 158-1184-4241
Product center
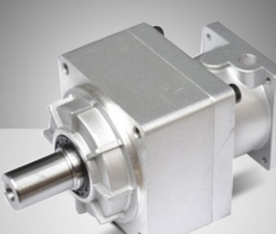
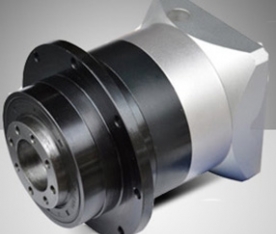
VLF078系列精密行星减速机

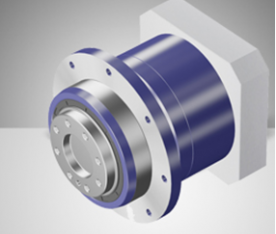
ZPLF系列精密行星减速机

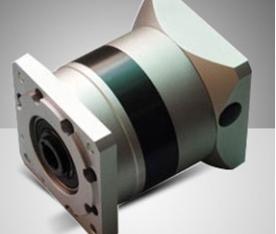
PLF系列精密行星减速机

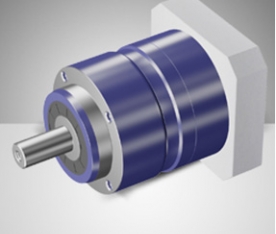
ZPLE系列精密行星减速机
AH系列精密行星减速机
PLFK系列行星减速机
AL系列精密行星减速机
PLH系列精密行星减速机
Contact us

首页
发布时间:2022-03-19 阅读量:
伺服齿轮减速机的齿轮在精加工过程主要包括基准的选择和齿轮坯的加工两部分。
1.选择的基准
伺服齿轮减速机齿轮加工标准的选择往往因齿轮的结构和形状而有所不同。带轴齿轮主要用点孔进行定位;对于空心轴,在钻孔中心内孔后,利用两个孔的斜面进行定位;当孔直径较大时,使用锥形插头。点定位精度高,参考一致。对于带孔齿轮,在齿面加工过程中通常采用以下两种定位和夹紧方法。
1)外圆与端面定位当工件与加重心轴间隙较大时,用千分表校正外圆以确定中心位置,用端面进行轴向定位,从另一个端面夹紧。这种定位方法生产率低,每个工件都需要校准;对齿坯的同轴内、外圆要求较高,但对夹具精度要求不高,适合单件、小批量生产。
2)内孔端面定位这种定位方法是定位工件内孔,确定定位位置,然后以端面为轴向定位基准,夹紧端面。这样定位参考、设计参考、安装参考和测量参考可以重叠,定位精度高,适合量产。但是夹具的制造精度相对较高。
2.齿轮坯加工
齿面加工前的齿轮毛坯加工在整个齿轮加工过程中占有非常重要的地位。由于用于齿面加工和检验的基准在此阶段须进行加工,齿轮坯的加工占用了大量的工时。无论是从提高生产率还是保证齿轮加工质量的角度,都须注意齿轮坯的加工。齿轮模式的技术要求,如果指定,齿厚减少是由索引确定齿侧间隙,要注意精度要求的齿顶圆,因为检测的齿厚测量齿顶圆的基准。
由于伺服齿轮减速机齿顶圆的精度太低,测量的齿厚不可避免地不能准确反映齿侧间隙的大小。因此,在此过程中应注意以下三个问题:
1)采用齿顶圆作为测量基准时,应严格控制齿顶圆的标度精度;
2)保证定位端面与定位孔或外圆的垂直度;
3)提高齿轮内孔的生产精度,减小与夹具芯轴的配合间隙。